
Získejte cenovou nabídku

+86-18862679789


admin@evertopest.com

liší se výkon vytlačování s různými směry otáčení?
Při zpracování míchání materiálu výkon dvoušnekového extrudéru přímo určuje účinek míchání materiálu, efektivitu výroby a kvalitu konečného produktu. Podle směru otáčení šneku se dvoušnekové extrudéry dělí na souběžně rotující dvoušnekové extrudéry a protiběžné dvoušnekové extrudéry a hlavní rozdíl mezi nimi spočívá ve směru otáčení šneku. To, co se zdá být pouhým rozdílem ve směru otáčení, vede k významným rozdílům mezi těmito dvěma v charakteristikách zpracování, mísící kapacitě a kompatibilitě produktu.
Hlavní rozdíl mezi souběžně rotujícím dvojitým šroubem a protiběžným dvojitým šroubem spočívá v procesu interakce šroubů:
• Když dva závity souběžně se otáčejícího dvoušneku tlačí materiál, jejich tah se překrývá;
• Když dvě nitě protiběžně se otáčejícího dvoušneku tlačí materiál, jejich tahy se vzájemně ruší.
To určuje základní pracovní princip a výkonové charakteristiky jak souběžně rotujících, tak i protiběžných dvoušroubů.
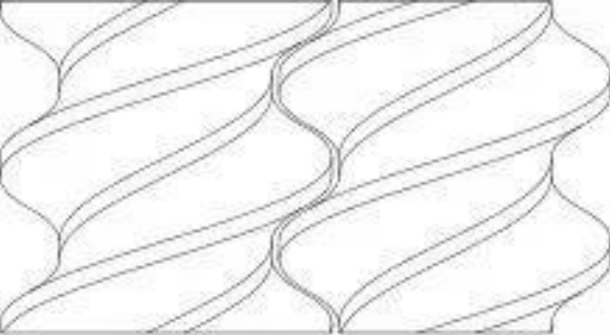
Obrázek 4 Uložení souběžně se otáčejícího dvoušroubu
Režim spárování souběžně se otáčejícího dvoušroubu je znázorněn na obrázku 4. Dva šrouby souběžně se otáčejícího dvoušroubu se otáčejí stejným směrem a závity šroubů jsou oba pravotočivé. Určení směru dopravy materiálu je stejné jako u jednošneku.
Režim párování protiběžně se otáčejícího dvoušroubu je znázorněn na obrázku 5. Dva šrouby protiběžného dvoušroubu se otáčejí v opačných směrech a závity obou šroubů se otáčejí v opačných směrech. Dva šrouby se otáčejí směrem ven. To znamená, že ve směru vytlačování je pravá strana levý šroub, který se otáčí ve směru hodinových ručiček, a levá strana je pravý šroub, který se otáčí proti směru hodinových ručiček.
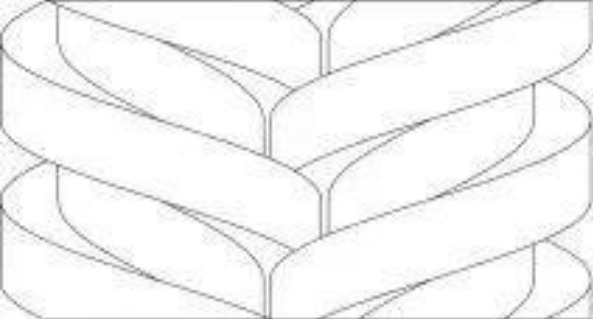
Obrázek 5 Protiběžné dvoušroubové uložení
Analýza výsledků simulačního experimentu
Fyzikální pole
1
Tlakové pole
Jak je vidět z mapy tlakového mraku (obrázek 6) a křivky změny tlaku (obrázek 7):
V procesu vytlačování se dvěma šneky se souběžným otáčením kolísá tlak v průtokovém kanálu. S odkazem na konstrukci po souběžném uchycení dvojitým šroubem (obrázek 4) bylo zjištěno, že kolísání tlaku kolísá nahoru a dolů s polohou hřebene šroubu. Hřeben šneku je totiž vysoko vyčnívající částí povrchu šneku a vytlačovaný materiál je při průchodu hřbetem šneku vystaven silnějším vytlačovacím a smykovým silám, takže tlak je v místě hřbetu šneku často poměrně vysoký.
Při protiběžném vytlačování se dvěma šneky se tlak v oběžném kole nejprve zvyšuje a poté klesá ve směru vytlačování a ve střední poloze vzniká místní vysoký tlak. S odkazem na strukturu protiběžně se otáčejícího dvoušroubového uložení (obrázek 5) bylo zjištěno, že k místnímu vysokému tlaku dochází v místě záběru podél středu směru vytlačování. Je to proto, že se dva šneky otáčejí v opačných směrech a tok materiálu je nerovnoměrný nebo blokovaný během procesu vytlačování, který se hromadí ve střední poloze a pak vytváří místní vysoký tlak v kanálu.
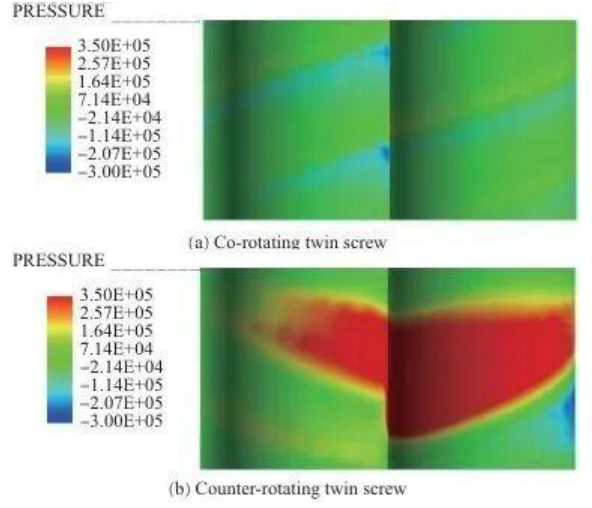
Obrázek 6 Diagram tlakového mraku v oběhovém kanálu během procesu vytlačování
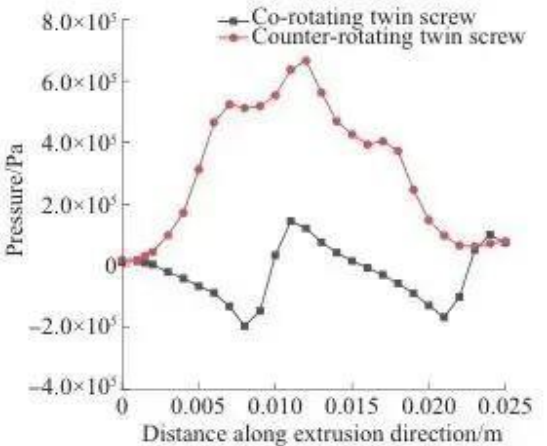
Obrázek 7 Křivka změny tlaku
2
Pole smykové rychlosti
Jak je vidět z oblaku smykové rychlosti (obrázek 8) a křivky změny smykové rychlosti (obrázek 9):
Jak u souběžně rotujícího vytlačování se dvěma šneky, tak i u vytlačování se dvěma šneky s protiběžným otáčením je smyková rychlost vyšší na hřebenu šneku a nižší v drážce šneku. Důvodem tohoto jevu je, že v úzkých mezerách materiál rychleji teče a mezera mezi hřebeny šroubů a vnitřní stěnou hlavně je menší, takže smyková rychlost je vyšší, zatímco mezera mezi drážkami šroubu a vnitřní stěnou hlavně je větší, takže smyková rychlost je nižší.
Místní vysoká smyková rychlost v protiběžně se otáčejícím dvoušneku je způsobena netěsností.
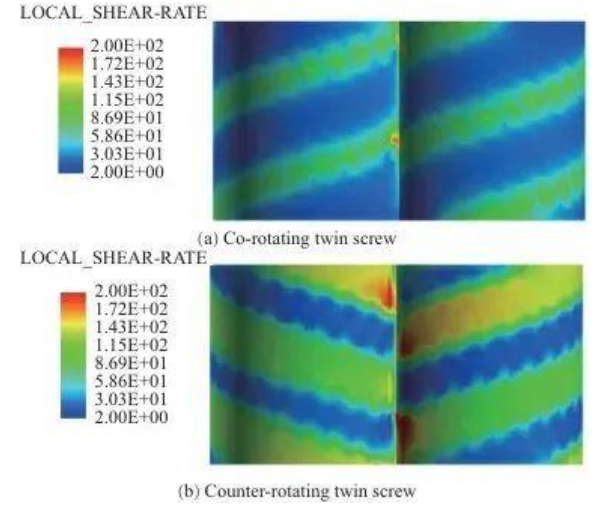
Obrázek 8 Oblak smykové rychlosti během vytlačování
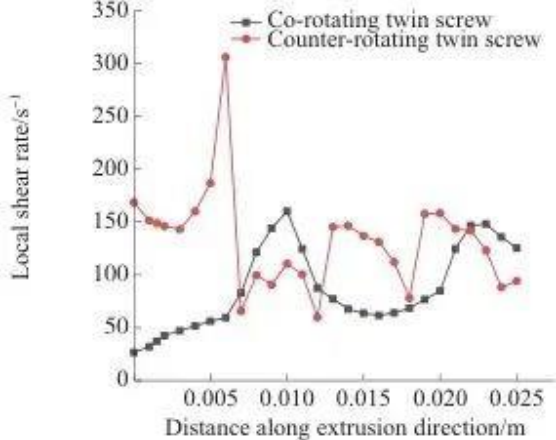
Obrázek 9 Křivka změny smykové rychlosti
Míchání se dělí především na míchání distribuční a disperzní.
Distribuované míchání se používá k popisu distribučního procesu materiálu, ve kterém je materiál neustále přeskupován a směrován pod tlakem šnekového rotoru;
Disperzní míchání se používá k popisu procesu, při kterém se velikost materiálu mění, když se částice materiálu neustále natahují a stříhají. Metoda stopovacích částic byla použita k provádění matematických statistik o parametrech trajektorie, jako je doba zdržení, distribuční index, separační měřítko a maximální rozložení smykového napětí, aby se analyzovaly rozdíly ve výkonu míchání mezi souběžně rotujícím dvojitým šnekem a protiběžným dvojitým šnekem.
Výkon axiálního míchání
Distribuce doby zdržení je důležitým ukazatelem pro měření axiálního mísícího výkonu šnekových prvků. Popisuje rozdělení doby zdržení materiálů ve dvoušnekových extruderech ve dvou formách: kumulativní distribuční funkce doby zdržení a distribuční funkce doby zdržení, které jsou vyjádřeny funkcí pravděpodobnosti a funkcí hustoty pravděpodobnosti.
1 Kumulativní rozložení doby setrvání
Křivka rozdělení kumulativní doby prodlevy (obrázek 10) popisuje kumulativní rozdělení pravděpodobnosti doby prodlevy tekutiny nebo materiálu v extrudéru.
Jak je znázorněno na obrázku 10, u souběžně se otáčejícího dvoušneku je čas, kdy stopovací částice poprvé opustí běžec, 1,00 s, čas, kdy úplně opustí běžec, je 54,82 s a šířka distribuce doby setrvání je 53,82 s.
U protiběžně se otáčejícího dvojitého šneku je čas, kdy částice indikátoru poprvé vytečou z kanálu, 1,48 sekund, doba jejich úplného vytečení z kanálu je 59,80 sekund a šířka distribuce doby zdržení je 58,32 sekund.
Křivka distribuce kumulativní doby prodlevy souběžně rotujícího dvojitého šneku je nad kumulativní dobou prodlevy souběžně rotujícího dvojitého šneku a vyšší křivka ukazuje, že v daném okamžiku proudí z kanálu více částic.
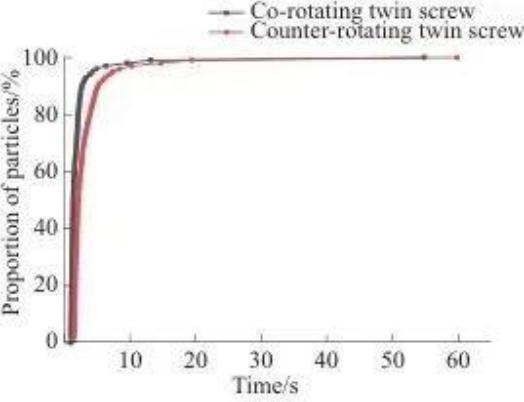
Obrázek 10 Rozdělení kumulativní doby prodlevy
2 Rozdělení doby prodlevy
Křivka rozdělení hustoty pravděpodobnosti doby zdržení popisuje rozdělení pravděpodobnosti doby zdržení materiálu v extrudéru během různých časových období. Vyšší hustota pravděpodobnosti znamená větší pravděpodobnost pobytu materiálu během tohoto období, zatímco nižší hustota pravděpodobnosti ukazuje relativně kratší dobu pobytu. Z funkce hustoty pravděpodobnosti distribuce doby zdržení (obrázek 11) je známo, že:
V souběžně se otáčejícím dvoušneku je většina částic koncentrována při 1,00 až 1,99 sekundy a v protiběžně rotujícím dvojitém šneku je většina částic koncentrována při 1,48 až 2,97 sekundách. Odpovídající křivka souběžně se otáčejícího dvoušneku je dále doleva a vrchol je vyšší, což naznačuje, že dopravní kapacita souběžně se otáčejícího dvoušneku je silnější. Důvodem tohoto jevu může být to, že během procesu vytlačování se dvěma šneky se souběžným otáčením je materiál šnekem násilně transportován po dráze ve tvaru "∞".
Při protiběžném vytlačování se dvěma šneky se materiál pohybuje ve tvaru "C" a opakovaně se míchá a reaguje v komoře ve tvaru C, což má za následek prodlouženou dobu prodlevy.
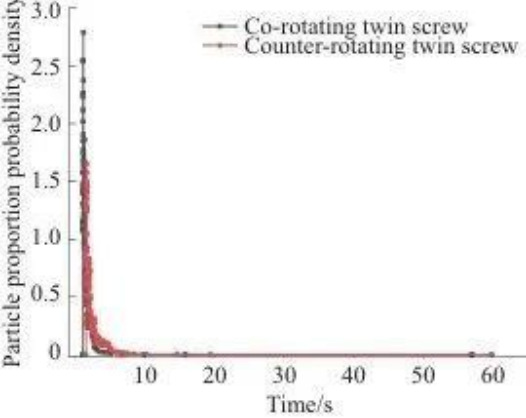
Obrázek 11 Rozdělení doby prodlevy
Distribuovaný výkon míchání
1 Distribuční index
Distribuční indexy popisují reologické vlastnosti a tokové chování extrudovaných materiálů. Z křivky distribučního indexu (obrázek 12) je vidět, že rovnoměrnost distribuce protiběžně se otáčejícího dvoušneku je lepší než u souběžně se otáčejícího dvoušneku.
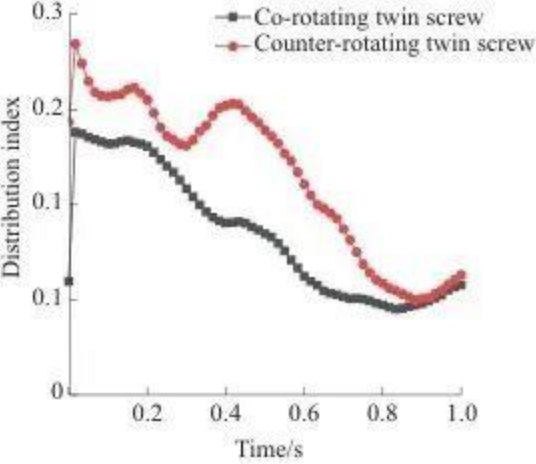
Obrázek 12 Distribuční index
2 Separační stupnice
Separační váhy charakterizují procesy distribuovaného míchání. Obrázek 13 ukazuje křivku separační stupnice. V počátečním okamžiku jsou dvě částice na obou stranách vstupu, takže hodnota separační stupnice je velká. S přibývajícím časem se škála separace zmenšuje působením šnekového míchání, klesá křivka, postupně se prohlubuje stupeň distribučního promíchání povrchových částic a během procesu dochází k jevu fluktuace, který je způsoben agregací částic během procesu proudění.
Křivka separační stupnice souběžně se otáčejícího dvojitého šneku je vždy pod křivkou protiběžně rotujícího dvojitého šneku, což naznačuje, že distribuce je rovnoměrnější.
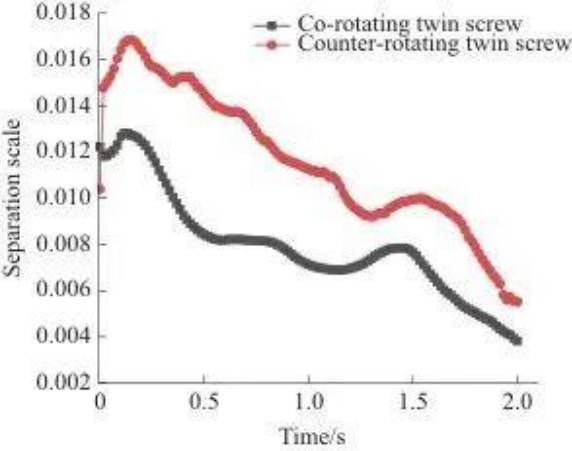
Obrázek 13 Oddělovací stupnice
Při souběžném vytlačování se dvěma šneky se dva šneky otáčejí stejným směrem a vytvářejí silný smykový efekt v místě záběru a materiál se mezi šneky několikrát vyměňuje, což pomáhá dosáhnout rovnoměrného promíchání distribuce.
Při protiběžném vytlačování se dvěma šneky je většina materiálu zadržována v komoře ve tvaru C, přičemž pouze malé množství materiálu vytéká z mezery, aby bylo podrobeno střihu a roztahování. Těsnění je dobré, snižuje nepravidelné proudění materiálu v běhounu a tím se také snižuje rovnoměrnost směsi.
Výkon disperze a míchání
Proces dispergace a míchání je proces, při kterém se velikost částic stále zmenšuje a smykové a tahové síly, kterým jsou částice materiálu vystaveny, hrají v tomto procesu významnou roli.
Maximální smykové napětí, kterému je stopovací částice vystavena, indikuje proces smyku, kterému se stopovací částice podrobuje během procesu vytlačování se dvěma šneky. Čím větší je podíl stopovacích částic s vysokým střihem, tím lepší je účinek disperze šroubu.
Obrázek 14 ukazuje křivku pravděpodobnosti maximálního smykového napětí. Jak je vidět z obrázku 14, křivka odpovídající protiběžně se otáčejícímu dvojitému šneku je nad křivkou souběžně rotujícího dvojitého šneku.
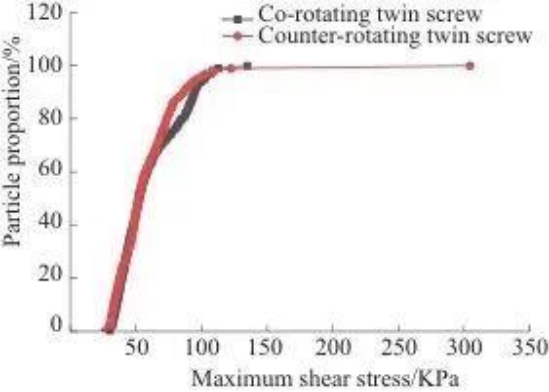
Obrázek 14 Pravděpodobnost maximálního smykového napětí
Obrázek 15 ukazuje křivku hustoty pravděpodobnosti maximálního smykového napětí. Z obrázku 15 je vidět, že maximální smykové napětí, které částice vydrží, se soustředí na vrchol výstupku křivky.
Tyto dvě křivky naznačují, že protiběžně se otáčející dvojitý šnek má silnější disperzní schopnost a může poskytovat silnější smykové a tahové účinky než souběžně se otáčející dvojitý šnek.
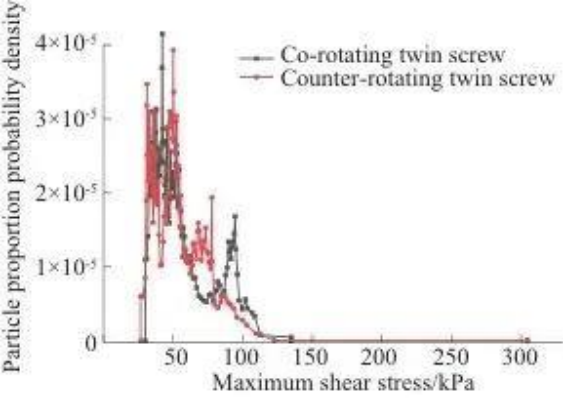
Obrázek 15 Hustota pravděpodobnosti maximálního smykového napětí
Analýza experimentálních výsledků
Analýza rázové zkoušky tahem
Obrázky 17 a 18 ukazují údaje o tahové a rázové zkoušce.
Pevnost v tahu a deformace v tahu při přetržení drážkování materiálu vytlačovaného souběžně rotujícím vytlačováním se dvěma šneky byly mírně vyšší než ty, které byly vytlačovány vytlačováním s protiběžným otáčením se dvěma šneky.
Absorpce rázové energie a rázová houževnatost materiálových drážek vytlačovaných vytlačováním protišneku jsou o něco vyšší než ty vytlačované vytlačováním se společným šroubem.
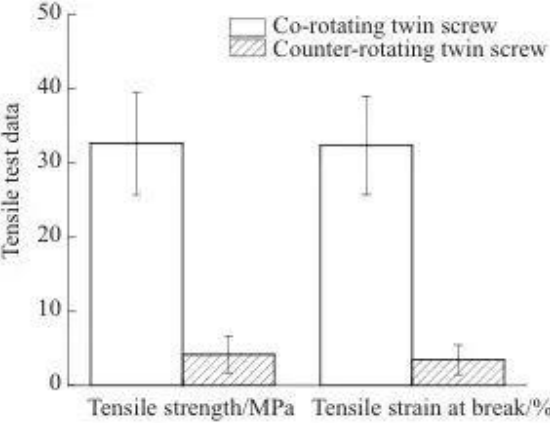
Obrázek 17 Údaje o zkoušce tahem
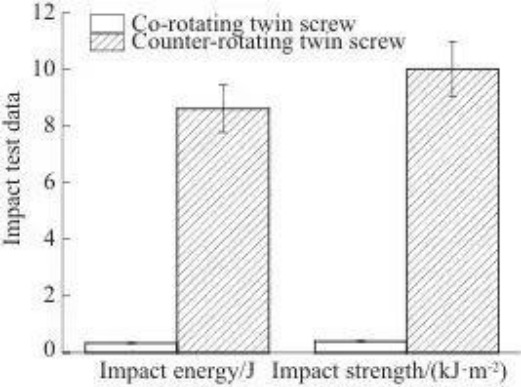
Obrázek 18 Údaje o rázovém testu
Výsledky reologického testu
Reologické vlastnosti polymerů se typicky odrážejí v skladovacím modulu (G'), ztrátovém modulu (G') a viskozitě kompozitu (η*). Akumulační modul odráží elasticitu materiálu, ztrátový modul odráží viskozitu materiálu a viskozita kompozitu odráží molekulovou hmotnost. Tekutost polymerní taveniny závisí na schopnosti segmentů molekulového řetězce pohybovat se. Šnekové vytlačování mění molekulární strukturu PLA, což způsobuje rozbití jeho molekulárních řetězců a snížení jeho viskozity.
Obrázek 19 ukazuje křivku viskozity kompozitu η* s úhlovou frekvencí. Z obrázku 19 je vidět, že η* klesá s rostoucí úhlovou frekvencí.
Kvůli strukturálnímu rozdílu má protiběžný dvoušnek silnější disperzní a mísící schopnost a molekulární řetězec se úplněji rozbije. Proto je η* materiálu vytlačovaného protiběžným dvojšnekem nižší než u souběžně se otáčejícího dvojšneku.
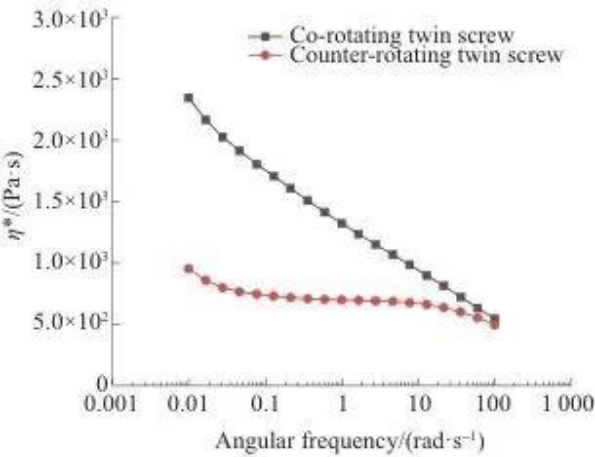
Obrázek 19 Křivky η * s úhlovou frekvencí
Shrnutí
Výhody souběžně rotujících dvoušnekových extruderů:
• Průtokové pole (zejména tlakové) je relativně stabilní.
• Extrémně silná distribuční schopnost míchání, vysoká rovnoměrnost distribuce materiálu.
• Krátká doba zdržení materiálu a vysoká účinnost dopravy usnadňují zpracování materiálů citlivých na teplo a snižují riziko tepelné degradace.
• Extrudované výrobky mají lepší vlastnosti v tahu.
Výhody protiběžných dvoušnekových extruderů:
• Silnější schopnost vytvářet tlak (ale pozor na možný místní vysoký tlak).
• Intenzivnější střih, vynikající schopnost disperze a míchání. Může poskytnout silnější protahovací efekt.
• Delší doba prodlevy a širší distribuce materiálů, vhodné pro procesy, které vyžadují dostatečnou dobu reakce nebo míchání.
• Extrudované produkty mají vyšší rázovou houževnatost a nižší viskozitu taveniny (důkladnější přerušení molekulového řetězce).
3D hliníkové jádrové panely dominují vysoce pevným architektonickým a dopravním sektorům The 3D výrobní linka na výrobu kompozitních panelů s hliníkovým jádrem nejrozsáhleji slouží třem průmyslovým odvětvím: inženýrství fasád...
View MoreProč nehořlavé panelové vybavení A2 poskytuje bezkonkurenční bezpečnost a účinnost The Výrobní linka nehořlavých kovových kompozitních panelů třídy A2 je definitivním řešením pro bezpečnost moderních staveb. Ve srovnání s tradičními materiály B1 do...
View MoreTříválcový nivelační stroj: přímý provozní verdikt Princip fungování ve zkratce: A tříválcový vyrovnávač funguje tak, že prochází kovový plech mezi třemi ofsetovými válci (dva spodní, jeden horní). Materiál prochází střídavým elasticko-pla...
View MorePrůmyslová odvětví, která potřebují a linka na výrobu kompozitních panelů nejvíce jsou stavební a architektonické obklady, doprava (železniční, letecká a užitková vozidla), čisté prostory a průmyslová zařízení, maloobchodní a komerční interiéry a výroba ...
View More
Průmyslové klastry Tanshang Village, Ganghua Road, město Jingang, město Zhangjiagang, provincie Jiangsu, Čína

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
autorská práva © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Všechna práva vyhrazena. Výrobci výrobní linky na zakázku z kompozitních panelů






.")